Quaker Homespun, Part One
When we look at the Industrial Revolution, it’s easy to find the dates of important inventions — 1764, spinning jenny; 1785, power loom — but it is harder to find out about how long home workshops persisted in the face of increasing mechanization. I always wonder, how quickly and how widely were these inventions adopted?
So I was very excited to come across a book from 1958, Quaker Homespun: The Life of Thomas Fox of Wellington, Serge Maker and Banker, 1747 – 1821. It’s a biography of a man who owned a textile business during those changing times. I enjoyed reading about a specific individual as he faced issues that still have parallels in our own times, including transitions in technology, world trade, and labor relations. And as I read, I found that his actions and decisions were often very different from what I expected of a mill owner of that era.
And to give you a glimpse into a textile business of 250 years ago, I will be summarizing and supplementing this book in a series of posts.
Thomas Fox was the second son of a Quaker merchant, born in 1747. With an eye to joining the business of his maternal grandparents, the Weres, he went to Holland at age 16 to learn trade and stayed there four years. At age 20, he returned to England, to a small town in the Exeter area, and moved in with his grandparents who were then in their 70s, and owned a serge-making business.
In case you don’t know exactly what serge is (as I didn’t), here is a brief definition from in Textiles in America by Florence M. Montgomery:
A twilled cloth with worsted warp and woolen weft woven on a four-treadle loom…It was distinguished in the seventeenth century as being middleweight, cheap, and hard-wearing.
Many different kinds and qualities of serge were woven, and many were named for the place of their manufacture. The keen commercial rivalry between the two countries led the French to make serges in imitation of English cloth — some were named Serge façon de Londres ‘to render them more esteemed’ –whereas the English made serges called Serge de Nismes, later abbreviated to denim.
The wonderful Cyclopedia from 1728, gives so many details as to its manufacture, that I am giving the full excerpt its own post as a supplement for those who are interested:
Serge Manufacture, from 1728 Chambers’ Cyclopedia
Early on in Quaker Homespun, we have the kind of description I just love, giving a baseline of the traditional practices, before mechanization really hit. These are the details of how wool serge was made by the Were family, in the 1770s:
The Were family had been serge makers for more than a century. Their main trade premises, known as Trade Court, consisted of a group of red brick buildings grouped around a cobbled yard. There was the Counting House. There were the Tending Shops where fleece wool was taken in, sorted, and ‘put out’ to the combers, who took it away to their cottages to comb, each Comber being supplied with oil from a leaden cistern. There was a serge chamber where travelers inspected patterns, and, next it, a warehouse where bales were made-up ready for the road. There were low ceilinged weaving shops where groups of six to eight men worked at the handlooms. There were also a washhouse, dye houses, a press, ‘cellars’ for storing oil, charcoal, and cyder, a waggon house, and the stables. Over most of the buildings were wool lofts.
In the center of the yard was a large ‘basin’ of water in case of fire.
There was no modern machinery and the processes of manufacture were mediaeval. After the wool was combed, the spinners spun it into yarn on their own spinning wheels. The weavers then wove the yarn, often on their own looms, sometimes in outlying villages, into lengths of serge. Finally the finished lengths were collected by Were and Company’s waggons and pack horses and taken to Trade Court to be dyed and pressed. When the weather was fine, they would then be hung by tenterhooks to the trees in the orchard across the road, to dry.
The friendly hum of spinning wheels and the clickety clack of looms in the cottages were characteristic of the neighborhood, but besides their work for Were and Company many of the labourers also worked on the land, and at haymaking and harvest, the production of serge would fall off. (Quaker Homespun, pp. 14 and 15)
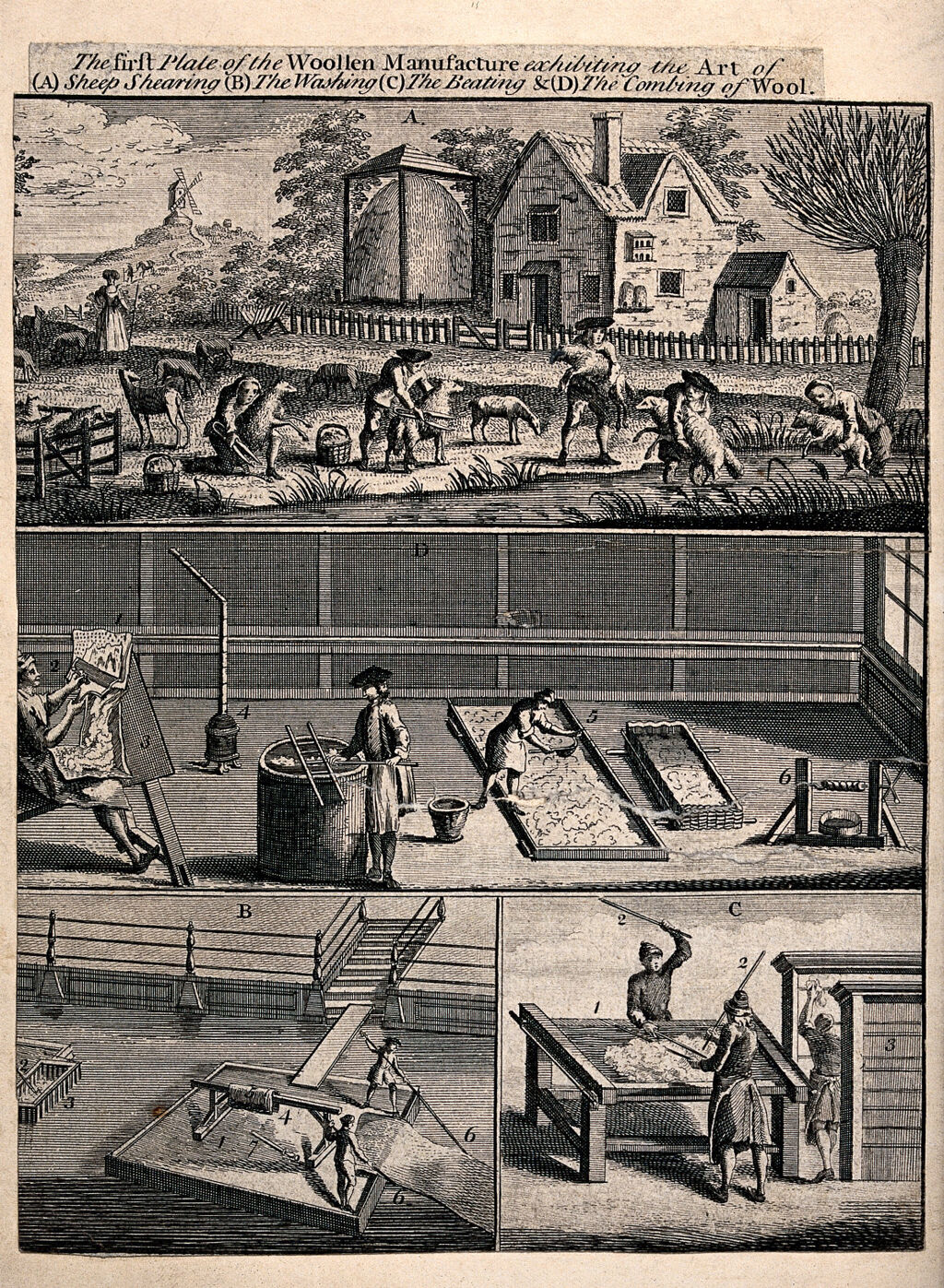
Credit: People dipping sheep in the river and shearing them in the field, then washing, beating and combing the wool. Engraving. Wellcome Collection. Source: Wellcome Collection.

Credit: Four women with knives and wooden paddles are cutting and beating the wool and a man is putting it through a combing device. Stipple engraving. Wellcome Collection. Source: Wellcome Collection.
Thomas would write business letters in English, Dutch, German, or French, and after his grandfather’s approval, would copy the letter into a record book, which is how these details have come down to us. His grandfather soon retired, and in 1772 at age 25, Thomas became a partner in the business. For his first year’s salary, he earned £100, and in the business which had a capital of £20,000, his share was valued at £150.
After the fabric was produced, it also had to be shipped. These woolens from the West Country of England had been shipped to merchant houses in Holland since about 1690, when Dutch merchants had followed William of Orange into England, where he became king in 1689.
These merchant houses then sold the serge to sailors and country people of Holland, Germany, and Westphalia. Topsham area manufacturers sold about £50,000 worth a year to Holland, with half of that being the product of Were and Company.
Most of the bales of finished woolens, the ‘duroys’, ‘druggets’, and ‘germans’, were loaded from the warehouse at Trade Court onto four-horse covered waggons, which were driven down the new Turnpike Rd. to Topsham, a Riverside port near Exeter…
Little ships of between 20 tons and 150 tons burthen plied between Topsham and Amsterdam, Bruges, Rotterdam, Ostend, and Hamburg, the same ships making the sailings year after year.
On arrival from sea the ships would anchor in the Exe estuary until the tide was high enough for them to cross Topsham bar and moor alongside a wharf. As soon as the hawsers were secured, the agent of Were and Company would go on board and arrange with the captain how many bales he could take, and then, if the weather were dry, the bales would be put on board from the warehouse. There was a risk of bales at the bottom of a hold getting waterlogged in rough weather so Thomas would instruct the agent that ‘we do not chuse to ship ours first’. (Quaker Homespun, p. 17)
When a shipment was scheduled, Thomas would ride into Topsham, and go on board and meet with the captain of the merchant ship to get his bill of lading signed. Then he would go into to a bank in Exeter to get a supply of cash, and then hurry home, to get there before dark, because “no claim on the ‘hundred‘ [an administrative division of a shire] could be made in the event of robbery if there were not enough daylight to see a man’s face so that the robber may be known.”
So this was Thomas Fox’s life in the 1770s, as he managed production and shipping for his family business. In our next post, we will look at the challenges he faced from world events beyond his control.
















Wow! I had no thought that there was such an extensive industry producing and shipping fabric at that time! I’ll be watching for future installments!
I know! Somehow I thought just a few people worked together.
I live in Exeter – I’d be interested to know just which small town he was in – Tiverton? There’s Heathcoats in Tiverton, whichever was a major fabric industry (my brother had his first job there in the mill) and Coldharbour Mill in Uffculme is still functioning
Yes! I didn’t know that’s where you live! Coldharbour was a later addition to Fox’s business and I am going to write about it when I get there in his chronology. I read the whole book before I thought to research whether anything still survived, and I was so excited to find out that it is still there!
I take my shinies to Coldharbour regularly. For their own summer and winter fairs and for the Great British Fibre Festival. It’s such an interesting place and run wonderfully by volunteers. Well worth checking their Instagram account if you want a feel for the mill as it’s still functional and sometimes run by steam .
That is good to know! I am adding it to my list of dream textile destinations. 🙂
If you make it, do give me warning so I can come and meet you, coz that would be ace
I certainly will! That would be great!
Pingback: Quaker Homespun, Part Two — America and “Pernicious Consequences” | Deep in the Heart of Textiles
Ok, I decided I wanted this book…….haha, not so fast. I can get it from Great Britain, I think. It was confusing.
Seems it is the only place I can get it on several sites. very odd……….
Thistle be a beautiful day!
While there is tea there is hope!
You can read it on archive.org. I don’t think you even need to sign up for an account to read it, but if you do, it’s free! I read all kinds of interesting old books there.
Interesting bit of textile history!